")

لینک پرداخت و دانلود *پایین مطلب*
فرمت فایل: Word (قابل ویرایش و آماده پرینت)
تعداد صفحه :17
بخشی از متن مقاله
مقدمه :
اکستروژن جزء فرآیندهای شکل دهی است که درمقایسه با دیگر فرآیندهای شکل دهی ماند فورجینگ از عمر کمتری برخوردار است . الکساندر دیک (Alexander Dick) با بکارگیری فولادهای ابزار که می توانند در دماهای کاری بالا مقاومت خوبی از خود نشان دهند راه را برای اکستروژن آلیاژها باز کرد و اساس اکستروژن مدرن را بنا نهاد . کارهای اولیه در اکستروژن پودر فلزات مربوط به اواخر دهه 1950 است که به کمک آن توانستند قطعات بریلیمی مورد استفاده در نیروگاههای هسته ای با داکتیلیته کنترل شده تولید نمایند [1] . اکستروژن پودرهای آلیاژسازی مکانیکی شده برای اولین بار توسط بنجامین (Benjamin) گزارش شده است . وی سوپرآلیاژ پایه نیکل تقویت شده با اکسیدیتریم را از این طریق تولید نموده است . در کشور سوئد نیز با استفاده از اکستروژن گرم پودر فولاد زنگ نزن تیوبهای بدون درز تولید گردید [2] . درطول دو دهه اخیر توجه زیادی به توسعه مواد پراکنده سخت شده حاوی اکسید یا کاربید در آلومینیم که برای استفاده در دمای بالا مناسبند شده است [3] . با پیشرفتهای بدست آمده آلیاژهای آلومینیوم به خصوص Al-Ti جایگزین مناسبی برای آلیاژهای پایه Ni , Ti هستند [4,5] .
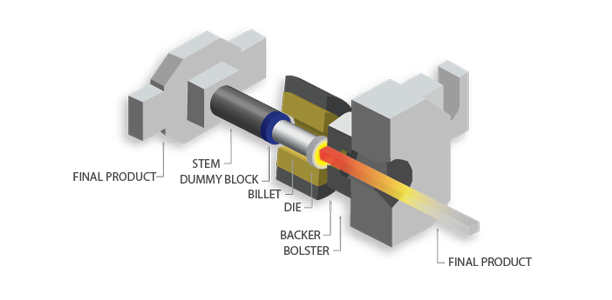
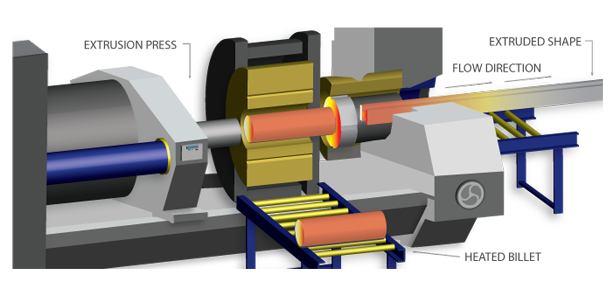
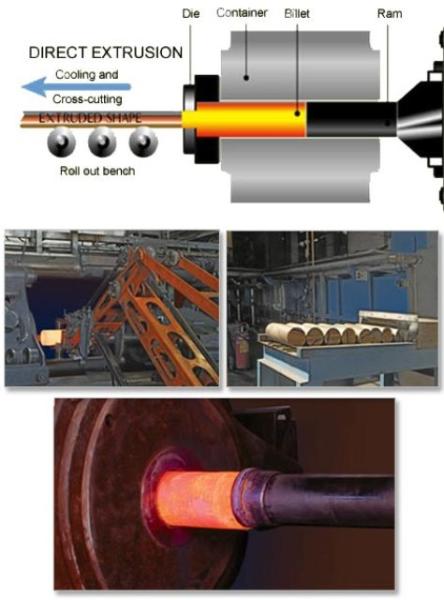
دو مکانیزم اصلی برای اکستروژن وجود دارد : مستقیم و معکوس شکل1 در اکستروژن مستقیم ، سنبه قطعه کار را فشار می دهد و با عبور قطعه کار از قالب، سطح مقطع آن کاهش می یابد . در اکستروژن معکوس قطعه کار نسبت به مخزن اکستروژن ثابت می ماند و اصطکاکی بین قطعه کار و محفظه اکستروژن وجود ندارد . از هردو روش می توان برای اکستروژن پودر فلزات استفاده کرد . اکستروژن پودر روشی برای تولید مقاطعی است که از سایر روشها نمی توان بدست آورد . ساخت لوله های بی درز ، سیمها و مقاطع پیچیده با اکستروژن پودر معمول است . اکستروژن پودر یک فرایند پرهزینه است اما همگن بودن محصول و یکسان بودن فرایند برای ساخت محصول در بسیاری موارد آن را یک شیوه مطلوب تولید نموده است . اکستروژن پودر می تواند موجب بهبود خواص مکانیکی آلیاژها در مقایسه با محصولات با ترکیب مشابه که با سایر روشها بدست آمده اند گردد . به عنوان مثال این امر درتولید آلیاژهای Al-Si-X دیده شده است . [6] . البته اکستروژن پودر می تواند بعنوان مرحله اولیه تولید قطعه درنظر گرفته شود و بعد از این مرحله روی قطعات ، دیگر فرآیندهای شکل دهی اعمال گردد . مثلا در یکی از تحقیقات انجام شده کامپیوزیت Al6061 تقویت شده با SiC را با اکستروژن پودر تهیه کردند و بعد به وسیله نورد آن را به شکل موردنظر در آورند و با انجام عملیات حرارتی مختلف خواص محصول را بررسی نمودند [7] .
یکی از آلیاژهایی که اخیرا به کمک متالوژی پودر تهیه می شوند و به شدت موردتوجه می باشند آلیاژها زمینه آلومینیومی هستند . البته دیگر فلزات مانند فولادهای ابزاری ، سوپر آلیاژها ، تیتانیوم ، مس ، … و آلیاژهای آنها نیز با این روش شکل داده می شوند که در ابزارسازی و هوا فضا قابل استفاده است .
تغییرشکل برشی همراه با فشار منجر به شکست لایه های اکسیدی وسایر فیلم روی سطح ذرات شده و موجب پیوندهای مناسب بین ذرات خواهد شد . بدین دلیل اکستروژن پودرهای آلومینیوم که دارای لایه های اکسیدی زیادی است یک کار مفیدی است . تحقیقات روی مواد با خواص بهبود یافته و قابل استفاده در دماهای بالا یکی دیگر از توانایی های اکستروژن پودر محسوب می شود . سیستم های فلزی همراه با فازهای پراکنده غیرفلزی شامل اکسیدها و کاربیدها و نیتریدها و یا فازهای بین فلزی از آن جمله اند . از اکستروژن پودر می توان برای تولید ماکروکامپوزیت ها و میکورکامپوزیت ها استفاده نمود جزء تقویت کننده هم می تواند حین فرآیند و توسط واکنش های متالوژیکی بوجود آید و یا اینکه به عنوان یک جزء جداگانه به مخلوط پودر اضافه شود . کامپوزیت های تقویت شده با ذرات خاص به علت استحکام ، مدول ویژه بالا ، مقاومت به سایش بهتر و پایداری حرارتی انگیزه زیادی برای توسعه و ساخت دارند . آنها را می توان از طریق ریخته گری یا متالوژی پودر تهیه نمود . روش ریخته گری یک روش ساخت نسبتا کم هزینه است اما در عین حال در این روش بین زمینه فلزی و عامل تقویت کننده واکنش دیده می شود که تا حد زیادی خواص کامپوزیت را تحت تأثیر خود قرار می دهد . استفاده از متالوژی پودر اگر چه پرهزینه تر است ولی بهبود دهنده خواص مکانیکی است [8] . علاوه بر کامپوزیت ها همراه با خواص خوب و کاربردهایشان یکدسته دیگر از موادی که می توانند تحت اکستروژن پودر قرارگیرند آلیاژهای بین فلزی اند . در گروه آلیاژهای زمینه آلومینیوم مهمترین آنها ، آلیاژ Al-Ti که به دلیل ویژگیهای خاصی که دارد به شدت موردتوجه است . درقسمتهای بعدی در این مورد بیشتر صحبت خواهد شد .
تئوری :
اکستروژن پودرفلزات یک موقعیت ویژه در تکنولوژی اکستروژن بدست آورده است که به دلایل زیر است :
- امکان شکل دادن به وسیله اکستروژن پودر موادی که ریخته گری یا کارپذیری آنها مشکل است .
- بهبود خواص و کارکرد به خاطر تصحیح ریزساختار و کمترین جدایش در فرآیندهای پودری .
- کاهش فشار اکستروژن و محدوده وسیعتر دمای کاری و سرعت سنبه نسبت به قطعات ریخته شده .
- توزیع یک نوع از ذرات درنوع دیگر به طریق مخلوط کردن پودرها .
- قابلیت ایجاد ساختارهای کار شده از پودرها بدون نیاز به سینتر شدن یا سایر عملیات حرارتی .
روشهای مختلفی برای اکستروژن پودر وجود دارد .
در روش اول پودرخام بدون پیش گرم داخل مخزن اکستروژن می ریزند اندازه ذرات معمولا بزرگ است . این پروسه برای اکسترود کردن بیلتهای پودر آلیاژهای منگنز با اندازه دانه 70m تا 450m انجام گرفته است . مخزن اکستروژن گرمای موردنیاز بیلتها را تهیه کرده و اکستروژن در اتسمفر محافظت شده انجام می گیرد . روش دوم بیشتر برای اکستروژن بیلتهای متراکم استفاده می شود ، پیش تراکم در این روش مفید است ، زیرا کنترل شکل اصلی قطعه راحت تر است و فشردگی قطعه بیشتر می شود و برای اکستروژن بیلتهای تهیه شده از پودر آلومینیوم استفاده می گردد . پودر به صورت سرد متراکم می شود و سپس مانند بیلتهای ریخته شده آلومینیومی اکسترود می شود چگالی بیشتر قطعه سرعت حرکت سنبه را کاهش می دهد و طول موردنیاز مخزن اکستروژن برای اکسترود کردن یک طول مشخص را کاهش می دهد . در این روش از پودری که فشرده شده است استفاده می کنند . ذرات این نوع از پودرها بصورت خشن و دندانه دار با سطح ناهموار و یا بصورت پولکی (flake) هستند .
در اغلب کاربردهای اکستروژن گرم پودر فلزات روش سوم اعمال می شود. پودر در ابتدا در داخل کپسول یا قوطی فلزی (can) ریخته می شود و مقداری فشرده می شود این قوطی ممکن است که در خلاء بسته شود. و یا ممکن است که از یک جهت در معرض اتمسفر باشد . بعد از اینکه پودرها در داخل قوطی ریخته شد گرم می شود و سپس همراه با قوطی اکسترود می گردد . زمانی خلوص پودر می تواند باقی بماند که پودر را درون قوطی قرار دهیم و ایجاد خلاء کنیم و قوطی را ببندیم که مرحله اولیه است . پیش تراکم سازی پودرها می تواند دانستیه آنها را از 30 تا 50درصد دانستیه تئوری به 70 تا 95درصد دانستیه تئوری برساند . گاهی اوقات برای افزایش مقاومت بیلت ممکن است حتی آن را سینتر هم بکنند .
مزایای استفاده از قوطی در روش سوم :
- جداسازی ماده اصلی از اتمسفر و مواد روانکار .
- جداسازی موادسمی مثل بریلیم و اورانیوم برای حمل و نقل ایمن .
- کپسوله کردن پودرهای کروی و سایر پودرهایی که فشرده کردن آنها برای به شکل بیلت در آوردن مشکل است .
- بهبود حرکت و سیلان فلز برای عبور از فصل مشترک قالب با انتخاب صحیح ماده قوطی .
- جداسازی مواد اصلی از قالب اکستروژن و ناحیه برشی شدید که برای مواد با انعطاف پذیری کم حائظ اهمیت است.
در ابتدا فشار بصورت خطی با حرکت نسبه افزایش می یابد تا بیلت کاملا مخزن اکستروژن را پر کند . به محض اینکه قطعه کاملا شروع به سیلان از داخل قالب نمود فشار به ماکزیمم خود می رسد که به عنوان فشار عبور از قالب (break trough) شناخته می شود . در اکستروژن معکوس با جلو رفتن سنبه فشار اکستروژن به یک حالت پایدار می رسد . در اکستروژن مستقیم فشار به طور پیوست کاهش می یابد که بعلت کاهش اصطحکاک بین بیلت و مخزن اکستروژن بدلیل کاهش سطح تماس بین آنهاست . ثابت بودن فشار در اکستروژن معکوس به این دلیل است که هیچ حرکت نسبی و درنتیجه هیچ اصطحکاکی بین بیلت و مخزن اکستروژن وجود ندارد . افزایش ناگهانی فشار پایانی نیز به علت مقاومت فرآینده سیلان بیلت باقیمانده و شروع مرحله دوم اکستروژن است . این تأثیر ممکن است بوسیله جا ماندن موادمصرفی بین بیلت و سنبه که تمیز شدن قالب بوسیله بیلت را ناشی می شود ایجاد شود .
متن کامل را می توانید بعد از پرداخت آنلاین ، آنی دانلود نمائید، چون فقط تکه هایی از متن به صورت نمونه در این صفحه درج شده است.


دانلود فایل
![]()
دانلود مقاله کامل درباره اکستروژن (آلیاژها)






")