

لینک پرداخت و دانلود *پایین مطلب*
فرمت فایل:Word (قابل ویرایش و آماده پرینت)
تعداد صفحه188
چکیده
تکنولوژی هیدروفرمینگ(Hydro forming ) ورق از قبل از جنگ جهانی دوم آغاز شدند این روش در تولید قطعات خودرو و بدنة هواپیما در سال 1980 مورد استفاده قرار گرفت و در سالهای 1980 تا 1990 این روش پیشرفت های زیادی یافت.
واژه های کلیدی
هیدروفرمینگ- بالجینگ- فرم دهی انعطاف پذیر
- مقدمه
با مقیاسة رو ش هیدروفرمینگ با کشش عمیق مزایای زیادتکنولوژی هیدروفرمینگ ورق آشکار می شود که عبارت است از:
1- نسبت کشش بیشتر
2- بهبود کیفیت سطح
3- کمتر شدن برگشت فنری
4- افزایش توانایی در شکل دادن اشکال پیچیده
امروزه تقاضای زیادی برای استفاده از این روش در مورد شکل دهی ورق آلیاژ منیزیم و ورقهای کامپوزیت وجود دارد. از میان تحقیقات وسیع شرکت سوئدی(R&D ) و دانشگاه دورتموند آلمان و انستیتو هاربین نتایج مؤثری حاصل شد ولی این روش هنوز به کندی پیش می رود و علل آن عبارتند از:
1- نیاز به پرس با تناژ بسیار بالا
2- بزرگ بودن میز کار پرس و ابزارهای مورد نیاز
3- کم بودن سرعت تعویض ابزار در خلال عملیات هیدروفرمینگ
4- سرمایه گذاری بسیار بالا در مورد پرس ابزار
2- پیشرفت های گوناگون اخیر در زمینة تکنولوِژی هیدروفرمنگ ورق
مسائلیکه هماکنون بحث بر روی آنها وز مینه تکنولوژی هیدروفرمینگ ورق بیشتر است عبارتند از:
1- چگونگی افزایش عدم محدودیت ها درفرم دادن ورق
2- چگونگی بهبود ظرفیت تغییر شکل دهی ورق
3- چگونگی افزایش سرعت تعویض قالب ها و محصول
4- چگونگی کاهش هزینه پرس
5- چگونگی اتوماتیک کردن تجهیزات
روشهای اخیر هیدروفرمینگ ورق عبارتند از:
1- هیدروفرمینگ با یک دیافراگم لاستیکی
2- فرآیند کشش عمیق هیدرومکانیکی و فرآیند کشش عمیق هیدروریم
3- تغییر شکل ترکیبی از کشش و بالجینگ (Bulging )
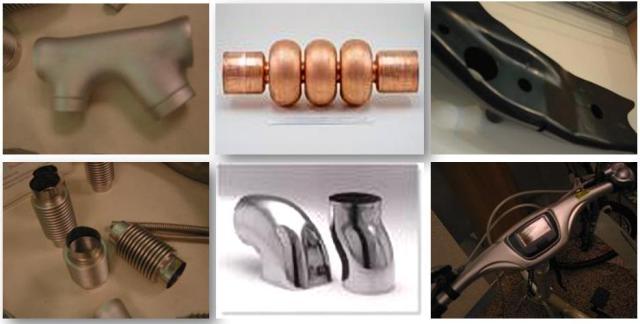
2-1) فرآیند هیدروفرمینگ با دیافراگم لاستیکی
در ین فرآیند از یک غشاء لاستیکی بعنوان یک دیافراگم دربدن محفظه هیدرولیک و پانج استفاده می شود و باعث تغییر فرم ورق می گردد.
از این روش برای تولیدات دسته ای جهت قطعات بدنه اتومبیل و هواپیما به کار می رود.( شکل 1)
مزایا:
1- کیفیت سطح بهتر
2- شکل دادن قطعات پیچیده تر
معایب:
1- این روش برای تولیدات دسته ای استفاده می شود.
2- بازده پرس و تجهیزات آن کم باشد.
3- ممکن است غشاء لاستیکی پاره شود و کنترل چروک ها مشکل شود.
2-2)فرآیند کشش عمیق هیدرومکانیکی و فرآیند کشش عمیق هیدروریم
این فرایند با توجه بهف رآیند هیدروفرمینگ با غشاء لاستیکی بوجود آمد. در این روش فشار لازم جهت شکل دهییمتواند توسط سطح پائین آمدن هیدرولیکی مجزا تأمین شود از این روش برای شکل دهی اشکال پیچیده استفاده می شود ونسبت کشش نیز از 8/1 به 7/2 افزایش می یابد ( شکل –a 2)
از طرف دیگر فرایند کشش عمیق هیدرومکانیکی شعاعی( هیدروریم) می تواند باعث بوجود آمدن مقداری نتیروی شعاعی در هنگام کشش شود که این نیرو باعث جلوگیری از افزایش محدودیت های شکل دهی در ورق فلزی می شود با توجه به نتیجه تحقیقات نسبت کشش با این روش از 6/2 به 2/3 افزایش م یابد( شکل –b 2)
2-3) هیدروفرینگ جفتی ورق فلزی
این روش یک روش شکل دهی خاص می باشد که توسط کلینر(Kleiner ) در دانشگاه دورتموند آلمان در سال 1990 ابداع شد. در این روش در ابتدا دو ورق توسط لیزر به یکدیگر جوش می شوند و سپس مایع هیدرولیک می تواند بین دو بلانک را پر کند و فشار لازم توسط سیستم هیدرولیک تأمین شود. در این حالت تغییر فرم پلاستیک تحت فشار پرس در ورقها شروع می شود و سپس بلانک ها شکل قالب را به خود می گیرند. از مزایای این روش میتوان به محدود شدن فشار و تجهیزات کمی که برای این روش احتیاج می باشد نام برد. با استفاده از این روشیک ورق فولادی با یک پرس000/100 کیلونیوتن فرم دهی شده است( شکل 3).
2-4) تغییر شکل ترکیبی از کشش و بالجینگ
هیدروفرمینگ ورق توسط ترکیب کششش بالجینگ برای سالهای زیادی است که مورد بررسی قرار گرفته است( شکم دادن و کروی شدن ورق را بالجینگ می گویند) از سال 1980 این تئوری توسط شانگ در دانشگاه ملی سنگاپور مورد بررسی قرار گرفته است ما هنوز در مرحله تحقیقات به سر می برد و عملی نشده است.
3- تکنولوژی جدید هیدروفرمینگ ورق( هیدروفرمینگ با یک قالب متحرک)
تکنولوژی جدید هیدروفرمینگ ورق با یک قالب ماده متحرک در سال 2001 توسط زانگ(Zhang ) پیشنهاد شد. در این روش از یک قالب متحرک با قطعات ثابت و متحرک استفاده شده است که قطعه ای از بلانک در خلال فرآید کشیده می شود و ممکن است یک تغییر شکل مرکب از کشش و بالجینگ برروی آن انجام گیرد. در این روش در مرحلة اول قالب متحرک در تماس با بلانک قرار می گیرد و تغییر فرم پلاستیک در سطح تماس قالب در بلانک رخ می دهد. قالب متحرک در تماس با بلانک تحت نیروی اصطکاک باقی می ماند که این امر باعث گسترش سطح تغییر شکل یافته می شود که این امر باعث جلوگیر ی از لاغرشدن ورق درفرآیند هیدروفرمینگ می شود( شکل4).
تحقیق در مورد هیدروفرمینگ



")
