

مقدمه
فصل اول؛آشنایی باPLC
فصل دوم ؛ زبان های برنامه نویسی PLC
فصل سوم ؛ برنامه STEP - 5
فصل چهارم؛ برنامه نویسی به زبانLADER
فصل پنجم؛ آشنایی با S7
پروژه plc کامل همراه با برنامه نویسی 68 صفحه فایل ورد
مقدمه
فصل اول؛آشنایی باPLC
فصل دوم ؛ زبان های برنامه نویسی PLC
فصل سوم ؛ برنامه STEP - 5
فصل چهارم؛ برنامه نویسی به زبانLADER
فصل پنجم؛ آشنایی با S7


برای دریافت اصل مقاله شماره 4 را به 09903207833 تلگرام نمایید.
Abstract—Programmable Logic Controllers (PLCs) are embedded
computers widely used in industrial control systems.
Ensuring that a PLC software complies with its specification is a
challenging task. Formal verification has become a recommended
practice to ensure the correctness of safety-critical software but
is still underused in industry due to the complexity of building
and managing formal models of real applications. In this paper,
we propose a general methodology to perform automated model
checking of complex properties expressed in temporal logics (e.g.,
CTL, LTL) on PLC programs. This methodology is based on
an Intermediate Model (IM), meant to transform PLC programs
written in various standard languages (ST, SFC, etc.) to different
modeling languages of verification tools. We present the syntax
and semantics of the IM and the transformation rules of the ST
and SFC languages to the nuXmv model checker passing through
the intermediate model. Finally, two real cases studies of CERN
PLC programs, written mainly in the ST language, are presented
to illustrate and validate the proposed approach.
چکیده
کنترلر های منطقی برنامه پذیر PLC ،ها کامپیوترهای نهفته و طراحی شده ای اند که در سیستم های کنترل صنعتی کاربرد های فراوانی دارند.اطمینان از اینکه یک نرم افزار PLC با ویژگی هایش تطابق داشته باشد ،امری چالش بر انگیز است.درستی یابی رسمی یکی از اقدامات توصیه شده برای اطمینان از صحت و درستی نرم افزار است اما هنوز به دلیل دشواری و پیچیدگی ساختار و مدل های رسمی مدیریت در موارد کاربردی واقعی در همه ی صنایع مورد استفاده قرار نمیگیرد.در این مقاله ما یک روش کلی برای اجرای بررسی مدل خودکار از ویژگی های پیچیده ی مطرح شده در CTL و LTL بر برنامه های PLC را مطرح میکنیم.این روش مبتنی است بر مدل واسطه ای و میانجی IM ،برای تبدیل برنامه های PLC نوشته شده به زبان های استاندارد مختلف ST و SFC و به زبان های مدل سازی مختلف از ابزار های درستی یابی و وارسی.در این تحقیق ما ترکیب لغوی و معنایی IM و قوانین تبدیل زبان های ST و SFC را به بازبینی کننده ی مدل nuXmv از طریق مدل واسطه ای و میانجی را بیان نموده ایم.نهایتا دو مطالعه ی موردی حقیقی از برنامه های CERN PLC نوشته شده به زبان ST ،برای بیان و تایید رویکرد مطرح شده انجام و ارائه شده است.


همان گونه که تمامی همکاران عزیز مستحضر می باشید امروزه با پیشرفت علم و تکنولوژی کاربرد کامیوتر در صنعت نیز نمود پیدا کرده است بدین گونه که بجای تابلوهای فرمان و قدرت دستگاه های خط تولید که تماما بصورت رله کنتاکتوری ساخته می شد و در نتیجه برای تعمیر و عیب یابی هر ایراد اولا به تجربه و شناخت کافی از تابلو نیاز بود و ثانیا بایستی مرحله به مرحله تمامی تابلو از طریق نقشه کنترل می گردید تا ایراد مشخص گردد. اما امروزه از دستگاهی بنام PLC استفاده می گردد و بوسیله PLC علاوه بر اینکه می توان هر ایرادی را مانیتور نموده و بر روی صفحه OP نمایش داد، بدون نیاز به نقشه و به راحتی می توان ایرادات دستگاه ها را در کوتاه ترین زمان ممکن مشخص و رفع عیب نمود. از دیگر مزایای PLC قابلیت اتصال آنها به یکدیگر و برقراری ارتباط شبکه می باشد که بدین وسیله می توان از طریق یک کامپیوتر مرکزی در اتاق کنترل تمامی تجهیزات و PLC های داخل خط تولید را کنترل و مورد بررسی قرار داد که این موضوع باعث کاهش نیروی ماهر در خط تولید و افزایش دقت و راندمان تجهیزات می گردد.
در کارخانه معظم ایران خودرو از سال ١٣٧٩ تا کنون تقریبا تمامی تجهیزات خطوط تولید سالن های مختلف از قبیل مونتاژ، رنگ، بدنه سازی، پرس، موتورسازی و ریخته گری از حالت قدیمی خارج شده و مجهز به سیستم اتوماسیون صنعتی و PLC گردیده است. از این رو احتیاج به متخصصین PLC در این مدت روز بروز افزایش یافته و در حال گسترش است.
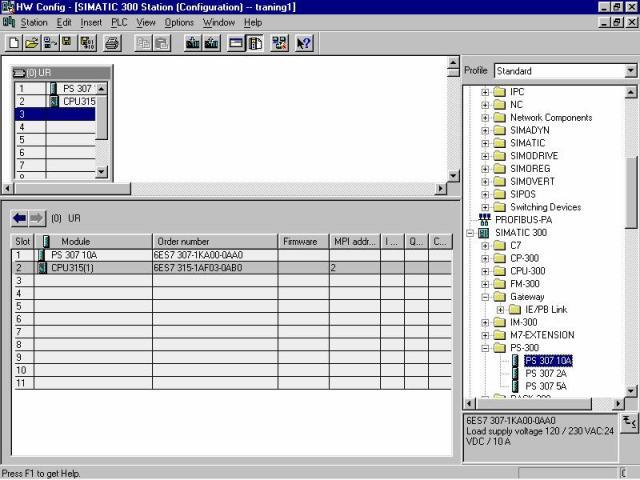
از آنجایی که در کارخانه ایران خودرو استفاده از زیمنس سری S7 متداول می باشد، از این رو نیاز به یک مرجع اصلی جهت استفاده از نرم افزار simatic s7 به عنوان راهنمای کارشناسان و تکنسین های محترم الکترونیک شرکت بیش از پیش احساس می گردد. در این جزوه فرض بر این می باشد که کاربران با مفهوم PLC و مدارات منطقی و علم لاجیک را که در کتاب های مختلف به تفسیر آموزش داده شده است، دانسته و به جهت استفاده سریع از نرم افزار simatic s7 از این مجموعه استفاده نمایند...
جزوه آموزش کاربردی و نحوه استفاده از PLC زیمنس و نرم افزار simatic s7، جزوه ای مفید و کاربردی از آموزش نرم افزار simatic s7 است که مشتمل بر 102 صفحه، با فرمت pdf، به زبان فارسی، همراه با ذکر نکات مهم و کاربردی به ترتیب زیر گردآوری شده است:
جهت خرید جزوه آموزش کاربردی و نحوه استفاده از PLC زیمنس و نرم افزار simatic s7 به مبلغ فقط 3000 تومان و دانلود آن بر لینک پرداخت و دانلود در پنجره زیر کلیک نمایید.
!!لطفا قبل از خرید از فرشگاه اینترنتی کتیا طراح برتر قیمت محصولات ما را با سایر محصولات مشابه و فروشگاه ها مقایسه نمایید!!
!!!تخفیف ویژه برای کاربران ویژه!!!
با خرید حداقل 20000 (بیست هزارتومان) از محصولات فروشگاه اینترنتی کتیا طراح برتر برای شما کد تخفیف ارسال خواهد شد. با داشتن این کد از این پس می توانید سایر محصولات فروشگاه را با 20% تخفیف خریداری نمایید. کافی است پس از انجام 20000 تومان خرید موفق عبارت درخواست کد تخفیف، شماره همراه و ایمیلی که موقع خرید ثبت نمودید را به ایمیل فروشگاه (catia2015.sellfile@gmail.com) ارسال نمایید. همکاران ما پس از بررسی درخواست، کد تخفیف را به ایمیل شما ارسال خواهند نمود.


فهرست مطالب :
فصل 1 ساختار PLC 1
1-1- PLC 1
1-2- تفاوت PLC با کامپیوتر 5
1-3- کاربرد PLC در صنایع مختلف 7
1-4- سخت افزار PLC 9
1-4-1- مدول منبع تغذیه (PS) 10
1-4-2- واحد پردازش مرکزی (CPU) 11
1-4-3- حافظه (Memory) 11
1-4-4- ترمیتال ورودی (Input Module) 12
1-4-5- ترمینال خروجی (Output Module) 13
1-4-6- مدول ارتبط پروسسوری (CP) 14
1-4-7- مدول رابط (IM) 15
1-5- تصویر ورودی ها (PII) 16
1-6- تصویر خروجی ها (PIO) 17
1-7- فلگ ها،تایمر ها و شمارنده ها 17
1-8- انبارک یا اَکومولاتور (ACCUM) 19
1-9- گذرگاه عمومی ورودی/خروجی (I/O bus) 19
1-10- روشهای مختلف آدرس دهی 20
1-11- نرم افزار PLC 21
1-12- واحد برنامه ریزی(PG) 22
فصل 2 انواع سخت افزار 24
2-1- انواع PLC 24
2-2- انواع رابطهای برنامه نویسی (Programmers) 26
2-3- انواع حافظه 28
2-4- پاسخ زمانی PLC 33
فصل 3 وسایل ورودی و خروجی 34
3-1- انواع وسایل ورودی 34
3-1-1- سنسورهای تشخیص اشیاء 36
3-1-2- سنسور های جابجایی 41
3-1-3- کرنش سنج (Strain Guage) 45
3-1-4- اندازه گیری فشار سیال 48
3-1-5- اندازه گیری سطح مایعات 52
3-1-6- اندازه گیری جریان عبوری سیال (دبی) 53
3-1-7- اندازه گیری دما 54
3-1-8- صفحه کلید 57
3-2- انواع وسایل خروجی 58
3-2-1- وسایل خروجی دیجیتال 58
3-2-2- وسایل خروجی آنالوگ 64
فصل 4 مقاصد خاص در PLC 67
4-1- کارتهای شمارنده سریع 68
4-2- کارتهای ورودی/خروجی آنالوگ 69
4-2-1- مبدل آنالوگ به دیجیتال (A/D) 73
4-2-2- مبدل دیجیتال به آنالوگ (D/A) 76
فصل 5 شبکه های صنعتی 78
5-1- نحوة نمایش اطلاعات 78
5-2- نحوة ارسال اطلاعات 81
5-3- استاندارد های ارتباط سریال 82
5-3-1- استاندارد RS232 82
5-3-2- استاندارد RS422 89
5-3-3- استاندارد RS485 91
5-4- شبکه های اختصاصی سازندگان PLC 94
فصل 6 ساختار و نحوة عملکرد درایور های AC 98
6-1- استفاده از درایور و صرفه جویی 98
6-2- مزایای استفاده از کنترل کننده های دور موتور 101
6-3- ساختمان درایور AC 103
6-4- مبانی کنترل سرعت 106
6-5- کنترل کننده های دور مدرن 109
6-5-1- کلیات 109
6-5-2- ساختمان قسمت قدرت درایور های AC مدرن 112
6-6- قابلیت های پیرامونی درایور AC 115
6-7- مقایسة درایور های AC مدرن با درایور های متعارف 116
6-8- سیستمهای ورودی و خروجی 117
فصل 7 کنترل دور موتور AC توسط PLC و ساختار برنامه 118
7-1- کنترل دور موتور AC به صورت آنالوگ 118
7-2- مدول آنالوگ 119
7-3- نحوة کنترل سرعت موتور (کنترل دور) 122
7-4- شمارنده های سرعت بالا و نحوة برنامه ریزی آنها 127
7-5- برنامة نرم افزاری سیستم کنترل 131
مراجع 149
ضمیمة الف – برنامه های نوشته شدة سیستم کنترلی 150
کتاب راهنمای جامع PLC های step5 مهندس اویسی
فرمت فایل PDF
تعداد صفحات 150